| | عملية تخمير السلك النحاس في صناعة الكابلات |  |
|
+6ticon55 osm metwally.mustafa ولد سيدي عقبة bassam_co PLCMan 10 مشترك |
|
| كاتب الموضوع | رسالة |
|---|
PLCMan
Admin

عدد الرسائل : 12366
العمر : 55
العمل/الترفيه : Maintenance manager
تاريخ التسجيل : 02/03/2008
 |  موضوع: عملية تخمير السلك النحاس في صناعة الكابلات موضوع: عملية تخمير السلك النحاس في صناعة الكابلات  الإثنين 7 يوليو 2008 - 12:59 الإثنين 7 يوليو 2008 - 12:59 | |
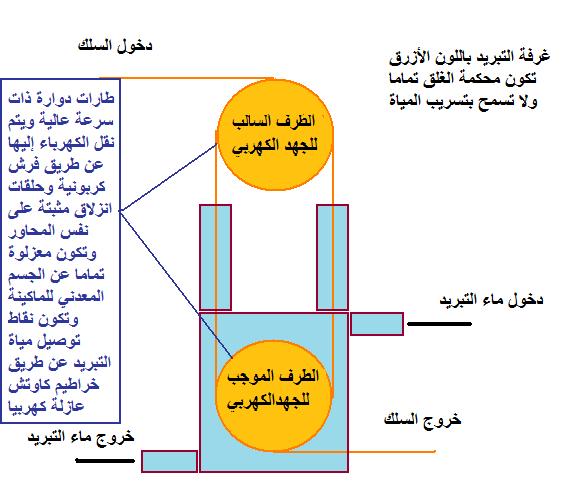
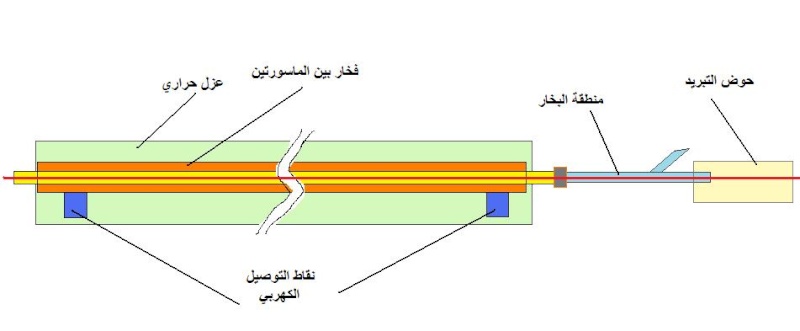
| Copper wire annealing in cable factories تتم عملية التخمير عامة في مجال الأسلاك الكهربية النحاسية بالتسخين ثم التبريد الفجائي ولكن كيف تتم هذه العملية في عالم الصناعة لنلقي نظرة على الصورة التالية :   حيث الصورة إلى الشمال تمثل وحدة تخمير ثم تسخين للسلك أو للموصل النحاسي قبل عملية العزل أما الصورة إلى اليمين فتمثل غرفة التخمير موضع حديثنا وكما هو واضح من الصورة فإنه يوجد طارتان Two Pullies وهما في الغالب مصنوعتان من النحاس ولكن على أجزاء لسهولة عملية التركيب والصيانة كذلك هناك في الجهة الخلفية وعلى نفس محاور الطارات توجد مناطق توصيل كهربي Contact bands أيضا نحاسية حيث يتم استعمال فرش كربونية Carbon brushes لنقل التيار الكهربي للطارات النحاسية الأمامية وتستخدم الشركات في نقطة التلامس مع السلك شريحة عبارة عن سبيكة تلف بنفس الشكل الدائري حول الطارة بشكل كامل لتعطي تلامس تام مع الموصل ويمر الموصل بين الطارة العلوية والسفلية حيث في الغالب عند استعمال تيار مستمر للموصلات ذات المقطع الصغير تكون العلوية هي الأرضي وتكون السفلية هي الطرف الموجب للجهد الكهربي مع ملاحظة أن الطارة السفلية تكون مغمورة تماما في حمام تبريد في الغالب من الماء أو من محلول مخفف بالماء لسوائل تبريد خاصة بالنحاس يتم وضع جهد كهربي بين الطارتين يتناسب مع سرعة تشغيل الماكينة وأيضا قطر الموصل المستخدم للوصول إلى درجة التخمير المطلوبة والتي يظهر تأثيرها بشكل مباشر عند عمل اختبار استطالة للنحاس حيث أن الاستطالة الطبيعية للنحاس المخمر تقريبا 24% هذا الجهد الكهربي تقريبا = ( من 0.9 إلى 1.1 ) * الجذر التربيعي لسرعة الخط ( م/د ) الثابت الأول يكون بحسب قطر الموصل عند مرور التيار بين الطارتين في السلك تتولد طاقة حرارية تؤدي إلى تسخين السلك فتصل حرارته لأكثر من 400 درجة مئوية ثم بعد ذلك يمر إلى حمام التبريد المتجدد حيث يتم تبريده بشكل مفاجئ ينتج عنه عملية التخمير المطلوبة مع ملاحظة أن معظم الشركات تقوم بعمل مسار مغلق للسلك بعد التبريد مباشرة حيث يتبخر جزء من محلول التبريد وهذا بالتالي يؤدي إلى تكون طبقة من أكسيد النحاس على السطح للموصل وهي التي تعطى للنحاس المظهر اللامع وكذلك تحميه من الصدأ وقد تتم عملية التخمير مع الأقطار الأكبر باستعمال تيار متردد حيث مثلا عند إنتاج موصل نحاسي قطر 2.6 مم بسرعة 1800 م/د وبجهد تخمير حوالي 25 فولت قد يصل التيار خلال الموصل إلى 3000 أمبير وبالتالي فعند استعمال الموحدات سيصبح الأمر عسير جدا علاوة على أن دقة التخمير لا تكون على هذه الدرجة من الأهمية في الأقطار الأكبر حيث في الغالب تتم عليه عمليات أخرى مع ملاحظة العزل التام للطارات عن جسم الماكينة وكذلك ضرورة الإحكام التام لمحلول التبريد وعند استعمال تيار مستمر أن يكون موحد ثلاثي الوجه موجة كاملة وإلا سوف تجد تغيرات في الخواص الميكانيكية للموصل النحاسي هناك صور أخري من التخمير تستعملها الشركات منها التسخين بالحمل حيث يتم تسخين ماسورة من الحديد Stainless steel بطول كبير قد يتجاوز عشرة أمتار ثم يمر الموصل داخل هذه الماسورة مرتكزا على طارتين في بداية الماسورة ونهايتها وبعد الخروج من الماسورة يدخل مباشرة إلى حوض تبريد حيث يتم غمره بالماء مع عمل حمام بخار للسلك بعد الخروج مباشرة من الماسورة وقبل دخوله إلى حوض التبريد وهذه الطريقة تعطي انتظام أكثر ودقة أعلى في التخمير ومشاكلها الميكانيكية أقل وتستخدم غالبا في ماكينات تصنيع الأسلاك المعزولة بالورنيش وهناك أنواع أحدث تستخدم نظرية البلازما حيث يمر الموصل داخل منطقة يتم فيها عن طريق مجال كهربي عالى جدا يتم تأيين جزيئات الهواء حول الموصل وهذا يؤدي إلى إتمام عملية التخمير بشكل بارد تماما ودون الحاجة إلى تبريد ولكن هذا الأمر ليس منتشرا حتى الآن بشكل كبير ومازال تحت التطوير في شركات تصنيع ماكينات الكابلات | |
|
 | |
bassam_co
لواء


عدد الرسائل : 1150
العمر : 39
تاريخ التسجيل : 04/03/2008
| | موضوع: رد: عملية تخمير السلك النحاس في صناعة الكابلات الأربعاء 9 يوليو 2008 - 1:33 | |
| موحد ثلاثي الوجه موجة كامل؟؟؟؟؟؟؟؟؟؟؟؟؟؟؟؟؟تفصيل هذة الجملة | |
|
| | |
PLCMan
Admin
عدد الرسائل : 12366
العمر : 55
العمل/الترفيه : Maintenance manager
تاريخ التسجيل : 02/03/2008
| | موضوع: رد: عملية تخمير السلك النحاس في صناعة الكابلات الأربعاء 9 يوليو 2008 - 14:27 | |
| الأخ العزيز من المعروف أن شكل موجة التيار الكهربي تأخذ شكل الموجة الجيبية Sine wave مثل الشكل التالي : 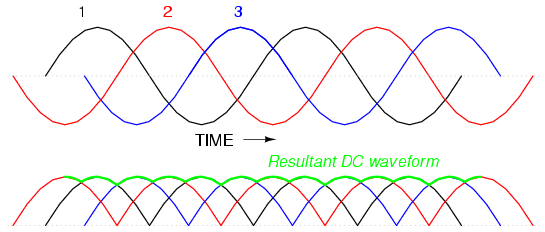 فمثلا الموجة باللون الأحمر يطلق عليها فازة رقم-1 و اللون الأسود فازة رقم-2 واللون الأزرق يطلق عليها فازة رقم-3 وهذا هو المقصود بالمصدر الكهربي ثلاثي الأوجه وكما هو ملاحظ فإن الموجة متماثلة حول محور الوقت time أي أنها في نصف الدورة الأول تكون موجبة وفي النصف الآخر تكون سالبة وعملية التوحيد باستخدام موحدات التيار الكهربي لها قسمان : الأول يسمح بمرور النصف الموجب فقط من الموجة وبالتالي يتم حذف النصف السالب تماما ولا يمر مثال للموحد نصف موجه في الشكل الآتي : 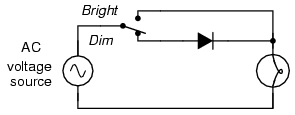 والثاني يقوم بعكس النصف السالب إلى جانب تمرير الجزء الموجب وهو ما يطلق عليه توحيد موجة كامل مثال للموحد ثلاثي الأوجه سوف تجده في الشكل الآتي : 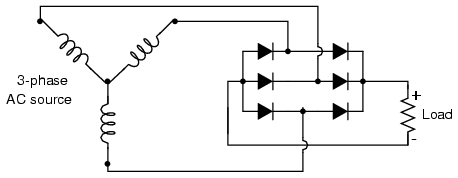 وبالتالي سوف تجد 6 قمم لكل دورة كاملة للأوجه الثلاثة وهذا ما يطلق عليه توحيد موجة كامل ويتم التحكم في مقدار الجهد الكهربي عن طريق الموحدات القابلة للتحكم واسمها في عالم الكهرباء الثيرستور Thyristor أرجو أن تكون الصورة قد اتضحت مع خالص تحياتي  | |
|
| | |
ولد سيدي عقبة
جندي

عدد الرسائل : 7
تاريخ التسجيل : 14/07/2009
| | موضوع: رد: عملية تخمير السلك النحاس في صناعة الكابلات الجمعة 25 سبتمبر 2009 - 6:08 | |
| أخ PLCMAN جزاك الله خيرا على مجهوداتك القيمة والله أفواهنا تلهج بالدعاء لك لما تقوم به ، و أتمنى أن تبقى دوما كما أنت ، أما عني فأنا مهندس صيانة جديد في مصنع للكبلات و أود منك بعض المساعدة في فهم برامج الماكنات الموجودة في مصنع الكابلات ، و هذا ببرمجة بعضها كأمثلة مما تعلمناه في Step7 ، على شاكلة البرنامج الذي قدمته في دورة step7 حول الألة اللافة للكابل في البكرة، والله لما رأيت هذا المثال ، دعيت لك كثيرا، وكوني جديد في المصنع فأنا أعاني وكل شىء يبدو صعب لدي.
أرجو أن لا أكون قد أثقلت عليك ، جزاك الله عن أمة رسوله محمدا خير الجزاء، و السلام عليك ورحمة الله و بركاته. | |
|
| | |
PLCMan
Admin
عدد الرسائل : 12366
العمر : 55
العمل/الترفيه : Maintenance manager
تاريخ التسجيل : 02/03/2008
| |
| | |
metwally.mustafa
فريق أول


عدد الرسائل : 4226
العمر : 38
الموقع : Egypt
العمل/الترفيه : automation engineer
تاريخ التسجيل : 12/01/2009
| | موضوع: رد: عملية تخمير السلك النحاس في صناعة الكابلات الجمعة 25 سبتمبر 2009 - 11:08 | |
| شكرا لك اخى الكريم على هذه المعلومات
_________________
I am so far behind, I think i am first
| |
|
| | |
osm
جندي
عدد الرسائل : 2
تاريخ التسجيل : 07/12/2009
| | موضوع: رد: عملية تخمير السلك النحاس في صناعة الكابلات الإثنين 7 ديسمبر 2009 - 6:37 | |
| السلام عليكم
سؤالي كيف يتم صب معدن النحاس لصناعة الاسلاك
واعرف ان هناك طريقة الصب المستمر عن طريق القالب المبرد ؟ولاكن اريد ان اتعرف عليها بتفاصيلها.وهل يوجد طرق اخرى هذا ولكم جزيل الشكر
al_mustafa_2005@yahoo.com | |
|
| | |
ticon55
عريف
عدد الرسائل : 17
تاريخ التسجيل : 13/02/2009
| | موضوع: رد: عملية تخمير السلك النحاس في صناعة الكابلات الثلاثاء 26 يناير 2010 - 12:32 | |
| السلام عليكم
اخى فى الله plcman لدى استفسار بسيط وهو بخصوص تخمير النحاس فانا اعمل بشركه كابلات ويوجد لدينا ماكينه سحب نحاس قديمه كان فرن التخمير الخاص بها يعمل بدريف انالوج ولكن حدثت مشكله به وتم رفعه وتركيب دريف mentor ac وكذلك تركيب plc من النوع siemens حتى يعطى الreference له مع العلم ان analog ip الخاصه به يأخذها من تاكومركب على الخط والanalog op خارج الى الدريف
المشكله انه عند زياده السرعه او تغيير مقاس السلك نجد ان السلك يختلف لونه وكذلك نسبه الاستطاله له من 20 الى 34 فاارجو الافاده لماذا يحدث هذا الاختلاف
مع العلم قمنا بعمل اسكال لخرج التاكو على مقاومه متغيره ثم تم ادخال الخرج الخاص بها على ال plc وادخال خرج plc على مقاومه متغيره ثم على الدريف
..................................................................... ولكم جزيل الشكر | |
|
| | |
PLCMan
Admin
عدد الرسائل : 12366
العمر : 55
العمل/الترفيه : Maintenance manager
تاريخ التسجيل : 02/03/2008
| |
| | |
ticon55
عريف
عدد الرسائل : 17
تاريخ التسجيل : 13/02/2009
| | موضوع: رد: عملية تخمير السلك النحاس في صناعة الكابلات الإثنين 1 فبراير 2010 - 15:16 | |
| السلام عليكم
بارك الله فيك اخى على هذا العطاء ولكن كيف يمكننى الرجوع إلى شركة Maillefer وطرق حساب عملية التخمير فيها وان كان لديك برنامج يحتوى على ذالك ارجو رفعه ولك جزيل الشكر | |
|
| | |
PLCMan
Admin
عدد الرسائل : 12366
العمر : 55
العمل/الترفيه : Maintenance manager
تاريخ التسجيل : 02/03/2008
| |
| | |
ticon55
عريف
عدد الرسائل : 17
تاريخ التسجيل : 13/02/2009
| | موضوع: رد: عملية تخمير السلك النحاس في صناعة الكابلات الثلاثاء 2 فبراير 2010 - 10:49 | |
| السلام عليكم
شكرا لك اخى ولكنى افهم ماتقوله جيدا ولكن هناك مشكله هل المسافه بين الطنابير تغير شكل هذه العلاقه واذا كان الدريف 650 امبير او اخر 1000 امبير استخدم نفس العلاقه واجوا وضع اسم الكتاب وسأحاول ان ابحث عنه على النت شكرا لاتساع صدرك لكى اجوا ان لا اكون اطلت عليك | |
|
| | |
PLCMan
Admin
عدد الرسائل : 12366
العمر : 55
العمل/الترفيه : Maintenance manager
تاريخ التسجيل : 02/03/2008
| |
| | |
ticon55
عريف
عدد الرسائل : 17
تاريخ التسجيل : 13/02/2009
| | موضوع: رد: عملية تخمير السلك النحاس في صناعة الكابلات الثلاثاء 2 فبراير 2010 - 14:58 | |
| السلام عليكم ورحمه الله وبركاته
سيدى الفاضل plcman لك كل الشكر والتقدير على هذه الاجابه الوافره بالمعلومات القيمه
وسوف اكون فى غايه الاسف ان كنت اطلت عليك ولكن لدى سؤال اخير وارجوا ان تسامحنى ان كنت اطلت عليك
هل العلاقه الجهد ( فولت ) = ثابت × الجذر التربيعي للسرعة ( م/ث )
ام الجهد ( فولت ) = ثابت × الجذر التربيعي للسرعة ( م/د )
متر / الدقيقه ام متر / الثانيه.................................................... ولك جزيل الشكر | |
|
| | |
PLCMan
Admin
عدد الرسائل : 12366
العمر : 55
العمل/الترفيه : Maintenance manager
تاريخ التسجيل : 02/03/2008
| |
| | |
ticon55
عريف
عدد الرسائل : 17
تاريخ التسجيل : 13/02/2009
| | موضوع: رد: عملية تخمير السلك النحاس في صناعة الكابلات الأربعاء 3 فبراير 2010 - 10:48 | |
| جزاك الله كل خير وبارك فيك | |
|
| | |
م/محمد الجندى
جندي
عدد الرسائل : 4
العمر : 59
تاريخ التسجيل : 01/05/2010
| | موضوع: PLCMan السبت 8 مايو 2010 - 17:40 | |
| بالنسبة إلى عمليـة تخميرسلك النحـاس
ـــــــــــــــــــــــــــــــــــــــــــــــــــــــ
أأتوجة بالشـكرالى الســيد/pLc Man لـلمعلومات القـيمةالتـى ذكـرها عن موضـوع تخـميرالنحـاس ولكننى أتـمنى من سـيادتكم التـوسع بشـرح دقـة التـفاصيل فى هـذا الـموضوع
وشرح أسهـل الطـرق وإقـلها تـكلـفة مـع إرشـادنا إلى أى مـراجع بالغة العـربية تـحتوى عـلى هـذا الـمـوضـوع حيث أننى أعـمل فى هـذا الـمجال
حيث اننى أقوم بسـحب النـحاس وتـحويلة الـى لفات قطر حـوالى 40سم وأضع مجـموعة مـن هذة الـفات داخـل حلة من الـحديد بغطـاء محكـم داخل فرن كـهربائى
ولكن هذه الطريقه بها عيوب:
ــــــــــــــــــــــــــــــــــــــــــ
1ـ مدة التـخمـيروالتـبريد طـويلة تـتراوح من 24 الـى36 ساعة
2-اذا تـم كـشف غـطاء حـلة الـتخمـيرقبـل بـرودة الـنحاس تـماما يـتحـول لـون النـحاس إلى اللون البنفسـجى او إلى اللون الأحمـر الغـامق واحيانا إلى اللون الأسود
مـما يحـولة إلى الخـردة فى هـذة الـحالة
**يـرجى الـتكرم بالحـل فـى إسـتخدام هـذة الـطـريـقة(طريقه إستخدام حلل التخمير المشروحه بالأعلى)**
وكـذلك طـريـقة سهله بدون الرجوع لمعامل التحليل :لكشـف خام النحاس الاحمر إذا اضيف له نحاس اصفر.
**يرجى التكرم بسرعه الرد,وشكرا** | |
|
| | |
م/محمد الجندى
جندي
عدد الرسائل : 4
العمر : 59
تاريخ التسجيل : 01/05/2010
| | موضوع: رد: عملية تخمير السلك النحاس في صناعة الكابلات السبت 8 مايو 2010 - 17:50 | |
| بالنسبة إلى عمليـة تخميرسلك النحـاس
ـــــــــــــــــــــــــــــــــــــــــــــــــــــــ
أأتوجة بالشـكرالى الســيد/pLc Man لـلمعلومات القـيمةالتـى ذكـرها عن موضـوع تخـميرالنحـاس ولكننى أتـمنى من سـيادتكم التـوسع بشـرح دقـة التـفاصيل فى هـذا الـموضوع
وشرح أسهـل الطـرق وإقـلها تـكلـفة مـع إرشـادنا إلى أى مـراجع بالغة العـربية تـحتوى عـلى هـذا الـمـوضـوع حيث أننى أعـمل فى هـذا الـمجال
حيث اننى أقوم بسـحب النـحاس وتـحويلة الـى لفات قطر حـوالى 40سم وأضع مجـموعة مـن هذة الـفات داخـل حلة من الـحديد بغطـاء محكـم داخل فرن كـهربائى
ولكن هذه الطريقه بها عيوب:
ــــــــــــــــــــــــــــــــــــــــــ
1ـ مدة التـخمـيروالتـبريد طـويلة تـتراوح من 24 الـى36 ساعة
2-اذا تـم كـشف غـطاء حـلة الـتخمـيرقبـل بـرودة الـنحاس تـماما يـتحـول لـون النـحاس إلى اللون البنفسـجى او إلى اللون الأحمـر الغـامق واحيانا إلى اللون الأسود
مـما يحـولة إلى الخـردة فى هـذة الـحالة
**يـرجى الـتكرم بالحـل فـى إسـتخدام هـذة الـطـريـقة(طريقه إستخدام حلل التخمير المشروحه بالأعلى)**
وكـذلك طـريـقة سهله بدون الرجوع لمعامل التحليل :لكشـف خام النحاس الاحمر إذا اضيف له نحاس اصفر.
**يرجى التكرم بسرعه الرد,وشكرا** | |
|
| | |
PLCMan
Admin
عدد الرسائل : 12366
العمر : 55
العمل/الترفيه : Maintenance manager
تاريخ التسجيل : 02/03/2008
| |
| | |
م/محمد الجندى
جندي
عدد الرسائل : 4
العمر : 59
تاريخ التسجيل : 01/05/2010
| | موضوع: رد: عملية تخمير السلك النحاس في صناعة الكابلات الجمعة 14 مايو 2010 - 19:09 | |
| من م/محمد الجندى الى الأخ العزيز/plc man
تحية طيبة لسيادتكم لما تبذلونة من جهد فى هذا المنتدى وارجو سعة صدركم لبعض الأسئلة
التى أقدمها لسيادتكم
1ـ عنوان الشركة millefer وأرقام تليفونتهاوكيفية الحصول على الكتيب الصادر عنها
2ـ العلاقة بين (شدة التيار ـ قطرالسلك النحاس المراد تخميرة ـ سرعة السحب)حتى يمكن سلك النحاس يصل الى درجة 400 درجة مئوية درجة التخمير
3ـ فى طريقة التخمير بالتاثيرهل يمكن شرحها بأستفاضة(القدرة الكهربائية المستخدمة حول
الأنبوب الأستليس وماهى درجة الحرارة داخل الأنبوب للتخمير عند سرعة 400 م/د
وكيفية لف سلك التسخين حول الأنبوب وكم يكون قطر هذا السلك ونوعيتة)
واشـكر سيادتكم لما تبذلة فى هذا المنتـــــــدى وأكون شاكر لسـياتكم على الرد
والســــــــلام عليكم ورحمة اللة | |
|
| | |
PLCMan
Admin
عدد الرسائل : 12366
العمر : 55
العمل/الترفيه : Maintenance manager
تاريخ التسجيل : 02/03/2008
| |
| | |
م/محمد الجندى
جندي
عدد الرسائل : 4
العمر : 59
تاريخ التسجيل : 01/05/2010
| | موضوع: رد: عملية تخمير السلك النحاس في صناعة الكابلات الجمعة 28 مايو 2010 - 15:48 | |
| الى الأخ العزيز/plc man
أقـدم لك كل تـحياتى واعتـزازى بشـخصكم الـكريم لما تـقدمة من الناحـية العلمية والـتطبيقية فى الكابلات الكهربائية وخصتا فى مجال تخمير النحاس وهو هذا المجـال الذى اعمل به وقد شرحت لك من قبل اننى أستخـد م الطريقة القـديـمة فى تخمير النحاس وبعـد معرفة الطـريقة التى
شرحتها بالتفصيل وهى التخمير بالتاثـير الحـرارى( بأستخدام ماسورتان إسـتاليـس 1.5 بوصة واحد بوصة متداخلتان بينهما عازل كهربى سـيراميك او فخار ونوصل تيار كهربى 18فولت من محول 10 كيلو فولت بالماسورةالخارجية ) ولى بعض الأسئلة ارجو التكرم بالرد على
وأكون شاكر لكم حيث اننى سوف اقوم بتنفيذ هذة الطريقة
1ـ لماذا يوصل التيار الكهربى فىداخل الماسورة الخارجية وليست الداخلية حيث يتم تسريب الحرارة من الماسورة الخارجية فى الهواء المحيط بها
لانها غير محاطة بعازل حرارى حــولها
2ـ أعتقد ان الفخار اوالسيراميك يمنع نقل الحرارة من الماسورة الخارجية الى الماسورة الداخلية وتوقعى أن يوصل التيار الكهربى بالماسورة الداخلية ارجو الأفادة من هذا الاعتقاد صح او خطأ
3ـ التيار الموصل بالماسورة تيار مستمر اومتغير
4ـ ماهو قيمة التيار الكهربى الذى يوصل درجة حرارة الماسورة الى700 درجة مئوية مع جهد كهربى 18 فولت من خبرتك العملية
5ـ ماهى المسافة التى تسلط على السلك الخارج من التخمير البخار وماهى درجة حرارة البخار وماطول المسافة (طول حوض الماء) التى يغمر فيها سلك النحاس فى الماء
6ـ هل سرعة الموصل داخل الماسورة اثناء التخمير (400 م/د) لجميع اقطار السلك المراد تخميرة والتغيير فقط فى الفولت المسلط على
الماسورة من (12ـــــ18)فولت
7ـ ماهى درجة حرارة التخمير داخل الماسورة الداخلية حول سلك التخمير الذى يكتسبها سلك التخمير.
واشكرك على سعة صدرك
والسلام عليكم ورحمة اللة أخيك/ محمد الجندى | |
|
| | |
PLCMan
Admin
عدد الرسائل : 12366
العمر : 55
العمل/الترفيه : Maintenance manager
تاريخ التسجيل : 02/03/2008
| | موضوع: رد: عملية تخمير السلك النحاس في صناعة الكابلات الجمعة 28 مايو 2010 - 16:28 | |
|
الأخ العزيز م/محمد الجندي
جزاكم الله خيرا وأشكر لكم ثقتكم الغالية وسوف أحاول الإجابة على استفساراتكم قدر استطاعتي إن شاء الله تعالى :
1ـ لماذا يوصل التيار الكهربى فىداخل الماسورة الخارجية وليست الداخلية حيث يتم تسريب الحرارة من الماسورة الخارجية فى الهواء المحيط بها لانها غير محاطة بعازل حرارى حــولها
توصيل التيار الكهربي للماسورة الخارجية لا تكون معرضة للهواء وإنما يتم وضعها داخل حاوية ويتم إحاطتها من جميع الاتجاهات بصوف زجاجي عازل للحرارة تماما وتكون لها نقاط ارتكاز معزولة كهربيا تماما من جميع الاتجاهات باستخدام أي نوع من أنواع العوازل الحرارية والكهربية في نفس الوقت والتي تتحمل درجة حرارة تتجاوز 700 درجة مئوية وأرجو المعذرة لعدم بيان ذلك في الشرح الأولي وبالتالي يتم حبس الحرارة لتتجه إلى الداخل فقط ناحية الماسورة الداخلية.
2ـ أعتقد ان الفخار اوالسيراميك يمنع نقل الحرارة من الماسورة الخارجية الى الماسورة الداخلية وتوقعى أن يوصل التيار الكهربى بالماسورة الداخلية ارجو الأفادة من هذا الاعتقاد صح او خطأ
بالعكس أخي العزيز فالفخار عازل للكهرباء ولكنه موصل جيد للحرارة ومازالت حتى الآن تستخدم الأواني الفخارية السميكة في الطهي نظرا لقدرتها العالية على توصيل الحرارة ومن المهم جدا الحفاظ عليها سليمة حتى لا يحدث اتصال بين الماسورتين
3ـ التيار الموصل بالماسورة تيار مستمر اومتغير
لا داعي مطلقا للتيار المستمر والذي سيدخلك في عمليات توحيد وإنما يتم استخدام تيار متردد فولت منخفض وتيار عالي يصل إلى 600 أمبير
4ـ ماهو قيمة التيار الكهربى الذى يوصل درجة حرارة الماسورة الى700 درجة مئوية مع جهد كهربى 18 فولت من خبرتك العملية
كما ذكرنا أخي العزيز فإن القدرة الكهربية للمحول تصل إلى 10 ك.ف.أ وبالتالي فإن التيار إذا عملنا مثلا على 16 فولت يصل إلى 10000/16 أي حوالي 600 أمبير وبالتالي فيلزم استعمال كابلات توصيل ذات مقطع يتحمل هذا التيار ووضع المحول قدر الإمكان بالقرب من الماسورة
أما عن الخبرة العملية فإن الفولت يكون في حدود من 13-16 فولت ويتراوح التيار بين 450 و550 أمبير حسب نوعية الماسورة
5ـ ماهى المسافة التى تسلط على السلك الخارج من التخمير البخار وماهى درجة حرارة البخار وماطول المسافة (طول حوض الماء) التى يغمر فيها سلك النحاس فى الماء
يتم دخول البخار عكس دخول السلك بزاوية ميل 45 درجة تقريبا من ماسورة 1/2 بوصة مثلا ويكون طول منطقة الاتصال بين البخار (( والماسورة الداخلية )) حوالي مترين واحرص على أن يتم توصيل البخار للماسورة الداخلية عن طريق خرطوم كاوتش لضمان العزل الكهربي وألا يحدث أي تلامس بين الماسورة الداخلية وجسم الماكينة بأي نوع من أنواع الارتكاز أما التبريد بالمياة فيمكن أن يكون في شكل دش تبريد أو في حوض صغير طوله متر تقريبا وعليه خانق يمنع دخول المياة إلى ماسورة التخمير الداخلية ولا تزيد درجة الحرارة بأي حال عن 40 درجة ويفضل أن تكون دورة مغلقة لها تبريد مستمر
6ـ هل سرعة الموصل داخل الماسورة اثناء التخمير (400 م/د) لجميع اقطار السلك المراد تخميرة والتغيير فقط فى الفولت المسلط على الماسورة من (12ـــــ18)فولت
بالطبع لا فالعملية تختلف حسب القطر وحسب درجة التخمير المطلوبة حيث يتغير معدل اكتساب الحرارة حسب السرعة والقطر فمع الأقطار الكبيرة تنخفض السرعة ومع الأقطار الصغيرة تزداد السرعة وهذا مهما كانت الحسابات خاضع للتجربة العملية والقياسات للتأكد من نتيجة التخمير فلو كانت الاستطالة المطلوبة في السلك مثلا 24 وكانت النتيجة عندك 30 مثلا فهنا يمكنك زيادة السرعة أو خفض الحرارة وإن كان العكس أي كانت الاستطالة 20 مثلا يلزمك خفض السرعة أو زيادة درجة الحرارة
والتغيير في الفولت أعتقد أنه سيكون صعبا أثناء التشغيل وإنما يتم التحكم في زمن التوصيل ويمكن أن يتم ذلك ببساطة على ملفات المحول الابتدائية عن طريق SSR والتي ستكون منخفضة التيار لو قمنا بالتحويل من 400 فولت مثلا فسوف يتطلب أمبير 25 أمبير فقط للملفات الابتدائية
7ـ ماهى درجة حرارة التخمير داخل الماسورة الداخلية حول سلك التخمير الذى يكتسبها سلك التخمير.
حسب خبرتي العملية وقراءتي في بعض المصادر وعذرا إن كنت أتذكر البيانات فقط فإن درجة الحرارة اللازمة لا تقل بأي حال من الأحوال عن 430 درجة مئوية ويمكن أن تزداد حسب سرعة التشغيل ويمكن لهذا النظام أن يعطيك درجة حرارة تصل إلى 600 درجة مئوية ومن المهم جدا وضع حساس الحرارة في منطقة وسط الماسورة مع عزله كهربيا عن جسم الماكينة حيث سيكون ملاصق لجسم الماسورة الخارجية وعند أي تلامس بينه وبين جسم الماكينة سيعمل كمقاومة ويسبب تسريب في التيار ويتلف وربما يتلف غيره لهذا يفضل عزله عن جسم الماكينة واستخدام نوع K والذي يعطي إمكانية قياس درجة حرارة عالية تتجاوز المطلوب عندنا
أرجو أن أكون قد أفدتك في ذلك وجزاكم الله خيرا على أسئلتكم والتي تفتح أبواب المعرفة لي وللزملاء رواد المنتدى
_________________    أبـوروان | |
|
| | |
PLCMan
Admin
عدد الرسائل : 12366
العمر : 55
العمل/الترفيه : Maintenance manager
تاريخ التسجيل : 02/03/2008
| |
| | |
محمود شيخ محمد
جندي
عدد الرسائل : 4
العمر : 45
الموقع : الرياض
العمل/الترفيه : مدير مصنع كابلات
تاريخ التسجيل : 24/01/2011
| | موضوع: رد: عملية تخمير السلك النحاس في صناعة الكابلات الأربعاء 26 يناير 2011 - 2:22 | |
| السلام عليكم اخي الكريم شاكر جهودك
اود منك الافادة في حال تلبيس الاسلاك بدون جدل هل يختلف قوة النقل للكهرباء او النقل واحد ومافائدة الجدل | |
|
| | |
| | عملية تخمير السلك النحاس في صناعة الكابلات | |
|