منتدى التحكم الآلي والإلكترونيات Automatic control , PLC , Electronics , HMI , Machine technology development , Arabic & Islamic topics , Management studies and more |  |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| منتدى التحكم الآلي والإلكترونيات |
| مرحبا بك عزيزي الزائر يشرفنا أن تقوم بالدخول إذا كنت من الأعضاء أو التسجيل إذا كنت زائرا ويمكنك إنشاء حسابك ببساطة ويمكنك التفعيل عن طريق البريد أو الانتظار قليلا حتى تقوم الإدارة بالتفعيل |
| منتدى التحكم الآلي والإلكترونيات |
| مرحبا بك عزيزي الزائر يشرفنا أن تقوم بالدخول إذا كنت من الأعضاء أو التسجيل إذا كنت زائرا ويمكنك إنشاء حسابك ببساطة ويمكنك التفعيل عن طريق البريد أو الانتظار قليلا حتى تقوم الإدارة بالتفعيل |
| منتدى التحكم الآلي والإلكترونيات |
| هل تريد التفاعل مع هذه المساهمة؟ كل ما عليك هو إنشاء حساب جديد ببضع خطوات أو تسجيل الدخول للمتابعة. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||




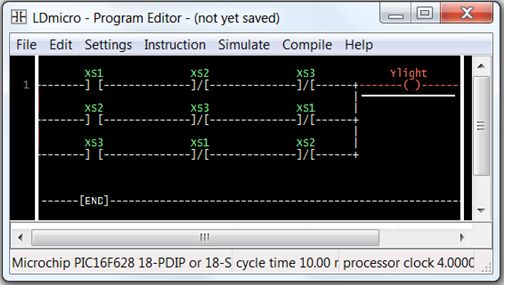
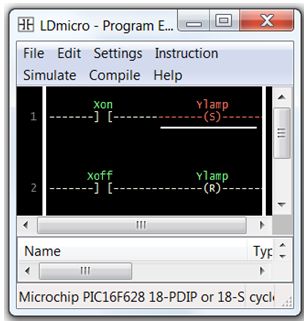
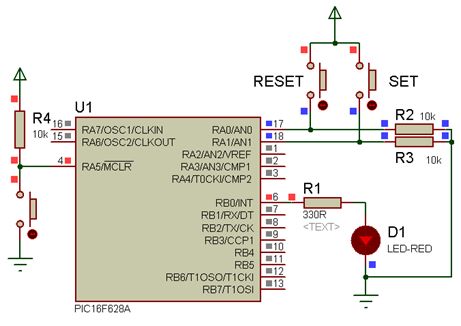
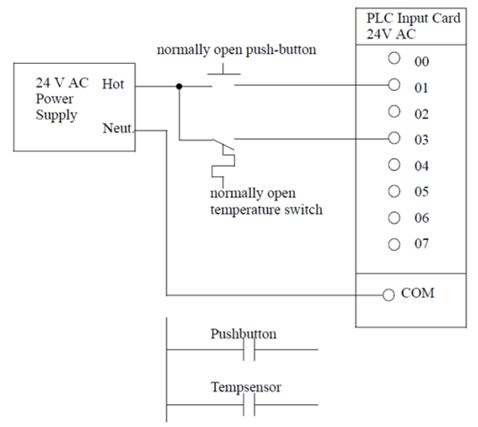
 موضوع: أتمتة أنظمة التصنيع باستخدام المتحكمات المنطقية القابلة للبرمجة - الدرس الأول
موضوع: أتمتة أنظمة التصنيع باستخدام المتحكمات المنطقية القابلة للبرمجة - الدرس الأول  الثلاثاء 22 أبريل 2014 - 6:07
الثلاثاء 22 أبريل 2014 - 6:07